










愛知県・関谷醸造様にお邪魔してきました!
設楽町に位置し、数々のプレミア酒を有する銘酒『蓬莱泉』を醸す本社蔵と、豊田市に位置し、知る人ぞ知る逸品『一念不動』を生み様々な試みをする吟醸工房の両蔵を取材させて頂く、とても貴重な体験をさせて頂きました。

実は今回関谷醸造様にお邪魔させて頂いたのは取材以外にももう一つ大きな理由があります。
なんと、『鍵や』オリジナルの日本酒をオーダーメイドで2種類仕込んで頂きました!
また、仕込み作業も体験できるとのことで、取材当日は留添えという蒸し米を3回に分けて投入する三段仕込みの最後の日。取材チームも留添えの作業を実際に体験をして参りましたので、その様子はまた別の機会にてお伝え致します。オリジナルの日本酒の詳細と共に続報をお待ちください!
今回はお邪魔させていただいた両蔵のことをまるっと皆様にもお届けしちゃいます!
吟醸工房見学

まずお邪魔させて頂いたのは紅葉で有名な名勝・香嵐渓を越え、標高600m程の開けた山の上にある吟醸工房です。
取材当日は天気も良く、たくさんの自然に囲まれ、澄んだ空気が非常に心地よい場所だなという第一印象。
白い壁に大きな『ほうらいせん 吟醸工房』の文字が非常に目立ち、昔ながらの漆喰造りの蔵のようなモダンな外観となっています。
ここでしか買えない商品があったり、量り売りもしている直営のショップや、地元の作家さんが陶芸や絵画など様々な作品を展示できるギャラリースペース、申し込みなしでも蔵内の様子を見ることが出来る見学スペース等も併設されていて、『酒文化の魅力を発信する蔵』というコンセプトに則し、地元も大切にしている関谷醸造らしい建物です。
また、造りを行うスペースもワンフロアにまとまっていて、造り手としても非常に分かりやすい構造とのこと。

2Fにはガラスを通して蔵内の様子を見学できる回廊が設けられ、仕込みをしている期間は蔵人さん方がせわしなく動く姿を見ることもできます。
その回廊を抜けるとまるで教室のようなスペースがあり、体験やオーダーメイドの申し込みをした方はこのスペースで説明を受けたりお酒に関する知識講座やきき酒体験をされるそうです。ズラリと並んだ様々な賞状は圧巻!関谷醸造の持つ確かな技術力と歴史を感じさせます。

いよいよ蔵内部です。中は清潔感のある広々とした空間になっていて、様々な機器が所狭しと並びます。
洗米する場所にはまるで陸上競技の大会で見るような大きなタイマーが置かれ、蔵人さんたちは息を合わせて秒単位での洗米、浸漬をします。
その理由は吸水率をできる限り一定にする為。精米後の米についている糠や汚れをしっかりと落としつつ、米を蒸す工程でムラなく絶妙な硬さにする為には、ここでの吸水率にムラがあってはいけません。後々お酒の味にも影響が出ることを防ぐため、一口に米を洗う、といっても非常に繊細な作業なのです。
年間を通して温度が一定管理された水で洗米をし、職人技で一定の吸水率になった米は蒸米へと回されます。

蒸し器は大仕込みの蒸しに使用する非常に大きなものと、ごく少量のみの仕込みとなる限定品などに用いる小規模の造り専用となる小さなものの2つがあります。
蒸された米は、専用のテーブルの上で手作業で広げたのち、狙った温度まで冷まされます。100度付近にもなる蒸米を手で広げる際は、いくら慣れた蔵人さんでも熱いものは熱いとのことでした。炊き立てのお米を触っていると考えて頂くと分かりやすいかと思います。
そうして冷まされた米は、用途に応じてそれぞれのスペースに運ばれて行きます。麹として使用されるものは、麹菌の繁殖に最適な温度・湿度が保たれる麹室へ。掛米として使われる米は、そのまま発酵タンクへと投入されます。
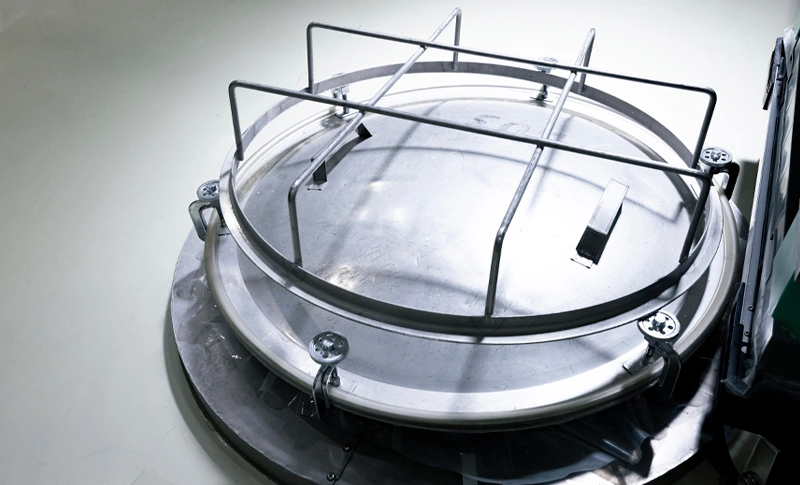
吟醸工房には建物に埋め込まれるように設置された大きな発酵タンクの他に、小規模の仕込みで使用されるタンクが置かれる発酵室があります。沢山の小容量タンクが並び、ふわりとお酒特有の甘くいい香りが室内に漂います。静かに上槽の時を待つ醪たちに耳を澄ますと、酵母の囁きが聞こえてきます。
鍵やオリジナルのお酒の醪もこの発酵室に置かれていて、次の作業である留添えを静かに待っていました。
また、ここで驚いたのはどれだけの小仕込みでもしっかりと酒母を立て、三段仕込みをしているということ。非常に手間はかかりますが、『本物』を作る為の手間は一切惜しまないという、プライドとこだわりこそが成せる仕事です。

蔵人さんに見守られ、タンクごとにきめ細かな温度管理をされて発酵は進んでいきます。
発酵を終えると搾りの行程。醪を搾り機のある部屋に運び、ヤブタ式の搾り機で搾ります。蓬莱泉と一念不動はラインナップの全てがヤブタ式の搾り機で搾られていますが、驚くべきはその粕歩合。粕歩合とは原料の白米に対する搾り終えた後の酒粕の割合のことで、この割合が大きいと酒粕の比重が大きい=あまり圧力を掛けずに絞っているということになります。
通常はヤブタ式で搾ったものの多くが25%程ですが、関谷醸造の平均的な粕歩合は驚愕の40%越え。中には50%に迫るものもあり、袋吊りにも匹敵する数値。圧力をあまりかけず、時間を掛けて搾られる為、関谷醸造のお酒は全体的に雑味が少なく、まろやかな口当たりを持つものが多いのです。

搾られたお酒は瓶に詰められ、丁寧に火入作業を経た後それぞれの設計に合わせた温度帯で熟成させ、出荷されていきます。
関谷醸造のお酒はそのラインナップのほとんどが一年以上の熟成を経た後の出荷となっていて、広い熟成室は出荷の時を待ち眠りを重ねる商品たちがひしめき合います。
また、『米を使い切る』といった環境への配慮から、酒粕を原料とした焼酎や醸造アルコールの製造も行っているのは米への深いこだわりを持つ関谷醸造ならではの取り組みです。

吟醸工房は比較的新しく生まれた醸造所らしくシステムを用いた細かな管理がされる反面、人の手や昔ながらの酒造りというものをとても大切にしています。
それは、確かに最新鋭の設備やシステムを用いれば、もっと簡単に酒造りを行うことはできます。
しかし、それでは理論的なものや受け継がれてきた職人の技というものが分からず、この作業は何をしている、どんな意味がある、ということが分からない蔵人が生まれてしまう。それではいけないから、この吟醸工房でしっかりと人の手をかける意味や、ひとつひとつの作業の理由を学んでもらう場所でもあるということでした。
関谷醸造に入った蔵人さんは、最初は絶対にこの吟醸工房で酒造りを勉強するそう。そうすることで、酒造りの『基礎』がしっかりと身につくんだとか。
また、関谷醸造の考えとして、普段日本酒を飲まれる方が触れることのない酒造りの場面に触れることで、お酒のスタートからゴールまでを体験し、より一層日本酒への理解や親しみを深めてもらいたいという考えがあるそうです。
これにより、酒造りや日本酒の文化を伝えていく手助けになればという思いも込められています。
作業のしやすさや人材、自然、全てを大切にしつつ基本や積み重ねた文化を忘れない。それこそが吟醸工房の酒造りなのだと思いました。
本社蔵見学

吟醸工房を後にして、『蓬莱泉』を醸す本社蔵へ。
こちらは古くからの宿場町に位置していて、大きな敷地を持つ吟醸工房とは異なり、古い町並みの中に突如大きな建物が現れます。 建物の高さこそありますが、外観からはあまり広さを感じさせません。ですがそんな外観とは裏腹に、内部は迷いそうな程に機材の立ち並ぶ広大なスペースが広がっています。

本社蔵を訪れてまず最初に案内して頂いたのは精米所。ここでは関谷醸造の仕込みに使う全ての米を精米しているそうで、4機の大きな精米機が並ぶ姿は圧巻の一言。その他にも、オーダーメイドや試験醸造と言った、小規模な造りに対応するべく全国で見てもほとんどない小さな精米機も配備しています。
驚くのは精米所の清潔さ。精米所ではいくら対策をしていても微細な米の削りカスが散乱してしまうのですが、チリが全くと言っていい程に見当たらない清掃の徹底具合には感動すら覚えます。案内をしてくださった蔵の方も自慢のポイントだそうです。

蔵は3階建てで、入り口横に見える巨大な4本のタンクが目に付きます。なんとこのタンクの容量は約6トン!こんなにも巨大なタンクはなかなか見ることはりません。
3Fから始まり、造りの行程が進むにつれてだんだんと下の階に進んでいきます。
本社蔵は吟醸工房とは異なり、造りの様々な部分に最新鋭の機器が配備されています。もちろん人の手を加える部分は多数存在しますが、機械化できることは機械化することで蔵人の労力を軽減、そうすることでより一層細やかな手作業を加える余裕を生み出したり、造りの様々なデータを記録し、蓄積されたデータは酒造りの再現性やより良い味の研究に繋がっているのです。
そのためにかかる設備投資等のコストは一切惜しまないのが関谷醸造流。そうして社内の雰囲気を良くし、『和醸良酒』の考えを実現しています。

3000石を超える年間生産量を誇る本社蔵。そんな蔵の蒸し機ともなればサイズも巨大。2つの蒸し機で最大2.5トンの米を一度に蒸しあげることが出来るそうです。2.5トンの量の米…ちょっと多すぎて想像がつかないですよね。

そして麹室。ここでもうまく機械の力を活用し、麹の温度を一定に保ち続けることでムラなく麹菌を育成、質の良い米麹の生産に一役買っています。

巨大なタンクの置かれた部屋から移動していくと、巨大な2台の絞り機に出会います。ここでも一工夫なされていて、蔵人さんの負担を軽減するために通常設置する高さよりも少し高い位置にしっかりと固定して置き、酒粕の回収をしやすくしているそうです。こんな細かいところまでに気を配るあたり、自社の考え方の実現を徹底しているな、と驚かされます。

ここで絞られたお酒は一部を除き、熟成室へと回されます。熟成室に入ると、この部屋の大きさとタンクの量に非常に驚かされます。やはり熟成をするお酒がラインナップの多くに存在するだけあり、その総貯蔵量も約35万リットル以上と途轍もない量。
ここまでの貯蔵を持つのにはもちろん熟成を深めた酒造りという理由もありますが、万が一に災害等で蔵が傾いたとしてもこれほどの量の貯酒があれば売り上げになり再建ができるだろう、という考えのもと。その為、増設によって建てられた貯蔵庫は免震構造になっており、被害を最小限に抑える構造になっています。ここでも蔵人の生活をしっかりと考えた酒造りに感動すら覚えます。
貯蔵庫の中を見渡すと、定番商品たちはもちろん、『空』や『吟』といった人気の限定品も出荷の時を静かに待っていました。

そして、貯蔵庫にはもう一工夫が隠されています。それは、貯蔵タンクが角形をしているところ。
本来貯蔵タンクと言えば円筒状をしているものですが、関谷醸造では多くの商品で完成までに年単位の長期的な貯蔵を要することが多く、またそもそもの生産量も本社蔵のみで約3100石と莫大な量。そのため、円筒状よりも角形の方が隙間なく配置でき、限りあるスペースを有効活用できる為非常に理にかなっています。
外観から見ると一見昔ながらの家屋と、その後ろに大きな建物がある…としか見えない本社蔵。その中は最新鋭の機器や造りや働く環境をより良くするための機構がギュッと詰まっていました。本社蔵と吟醸工房、二つの蔵の性質の違いが非常に興味深い見学でした。